





产品别名 |
JH3535陶瓷白光 |
面向地区 |
全国 |
电压:LED灯珠使用低压电源,供电电压在 2-4V之间,根据产品不同而异,所以驱动它的是一个比高压电源更安全的电源,特别适用于公共场所;电流:工作电流在0—15mA,亮度随电流的增大而变亮 效能:消耗能量较同光效的白炽灯减少 80%。
适用性:很小,每个单元 LED 小片是 3-5mm 的正方形,所以可以制备成各种形状的器件,并且适合于易变的环境。 响应时间:其白炽灯的响应时间为毫秒级, LED 灯的响应时间为纳秒级。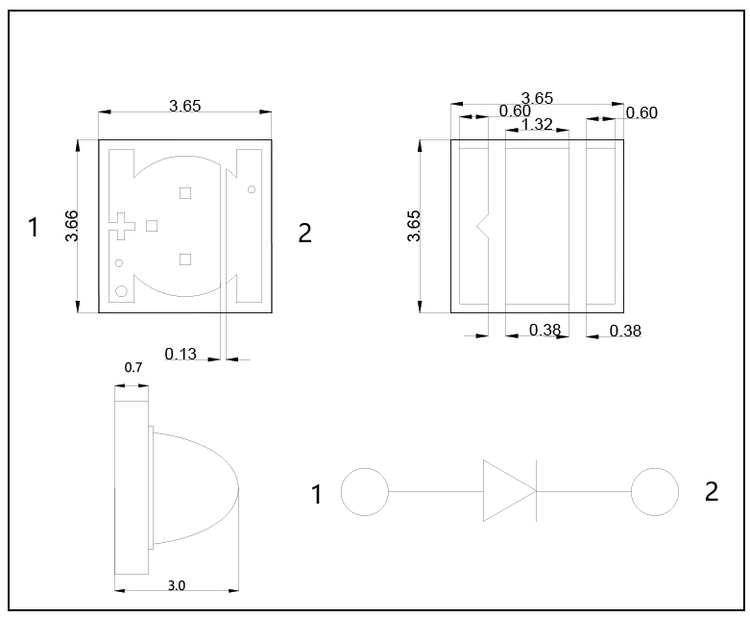
波长一致,颜色一致。则价格高。 白光分暖色(色温2700-4000K),正白(色温5500-6000K),冷白(色温7000K以上)欧洲人比较喜欢暖白。 红光:波段600-680,其中620,630主要用于舞台灯,690接近红外线。 蓝光:波段430-480,其中460,465舞台灯用的较多。 绿光:波段500-580,其中525,530舞台灯用的较多。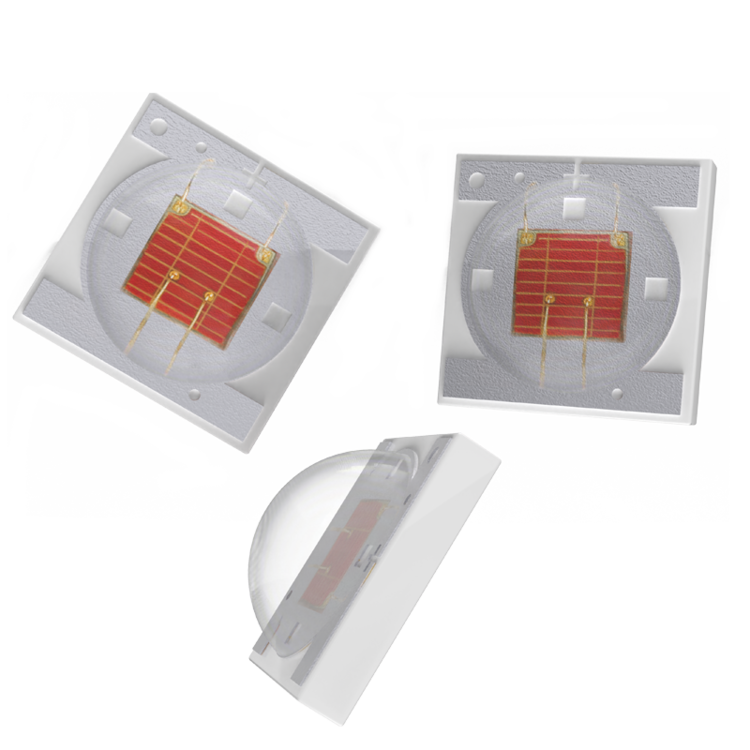
LED灯珠对于电压的要求: 标称3V的LED灯珠,实际上,不同颜色的对电流也有不同的要求,黄色要求电流小,依次是红、绿、白、蓝。电流过大,会使灯芯烧焦。 使用2.4V充电电池,**易烧焦,因为即使电压不大,但电流过大,随意依然会烧焦。
LED灯珠发黄的原因: LED外封胶发黄原因多半为环氧树酯与固化剂不匹配所致,但也不能排除外封胶烘烤时间过长导致。 解决方法:购买成套外封胶及固化剂,如上海精细化工的型号800或2339胶水都不会出现如下情况,另注重生产管控,严格按作业指导操作,避免烘烤时间过长或不足等原因,此情况是很好掌控的。
led电子显示屏生产工艺
工艺流程
a) 清洗:采用超声波清洗PCB或LED支架,并烘干。
b) 装架:在LED管芯(大圆片)底部电备上银胶后进行扩张,将扩张后的管芯(大圆片)安置在刺晶台上,在显微镜下用刺晶笔将管芯一个一个安装在PCB或LED支架相应的焊盘上,随后进行烧结使银胶固化。
c)压焊:用铝丝或金丝焊机将电连接到LED管芯上,以作电流注入的引线。LED直接安装在PCB上的,一般采用铝丝焊机。(制作白光TOP-LED需要金线焊机)
d)封装:通过点胶,用环氧将LED管芯和焊线保护起来。在PCB板上点胶,对固化后胶体形状有严格要求,这直接关系到背光源成品的出光亮度。这道工序还将承担点荧光粉(白光LED)的任务。
e)焊接:如果背光源是采用SMD-LED或其它已封装的LED,则在装配工艺之前,需要将LED焊接到PCB板上。
f)切膜:用冲床模切背光源所需的各种扩散膜、反光膜等。
g)装配:根据图纸要求,将背光源的各种材料手工安装正确的位置。
h)测试:检查背光源光电参数及出光均匀性是否良好。